- English
- Čeština
- Español
- Italiano
- Deutsch
- Polski
- 日本語
Saut de couche
- Résolution des Problèmes de Qualité d'Impression
- Surface inesthétique au-dessus des supports
- Supports brisés (SL1/SL1S)
- Délamination / couches séparées (SL1/SL1S)
- Échec des supports
- Échec de la mise à jour du firmware #10534 (SL1)
- Problèmes de première couche
- Ghosting
- Trous dans les impressions (SL1/SL1S)
- Séparation et division de couche - FDM
- Saut de couche
- Série Prusa i3
- Vérifiez le mode d'alimentation de votre imprimante.
- Assurez-vous que l'extrudeur et le plateau chauffant peuvent se déplacer librement
- Vérifiez vos moteurs et poulies d'axe X/Y
- Vérifiez la tension de vos courroies
- Géométrie de l'impression et réglages
- Prusa MINI
- Objet manquant de détails
- Mauvais ponts
- Impression détachée des supports (SL1/SL1S)
- L'impression n'apparait pas / la résine ne se solidifie pas (SL1)
- Les premières couches se détachent de la platforme
- Problèmes de remplissage
- Retirer un objet collé au fond du réservoir
- G-codes d'exemple
- Rayures/bulles sur les impressions (SL1/SL1S)
- Impressions tordues / déformées (SL1/SL1S)
- Création de fils et coulures
- Échec du capteur de température #10205 (SL1/SL1S)
- La ligne de coque de Benchy
- Sous-extrusion
- L'objet imprimé présente des lignes très visibles (SL1/SL1S)
- Couches déformées (SL1/SL1S)
- Déformation
- Impressions étanches
- Dépannage de l'imprimante
- QR Codes d'erreur
- Messages d'Erreur d'Impression
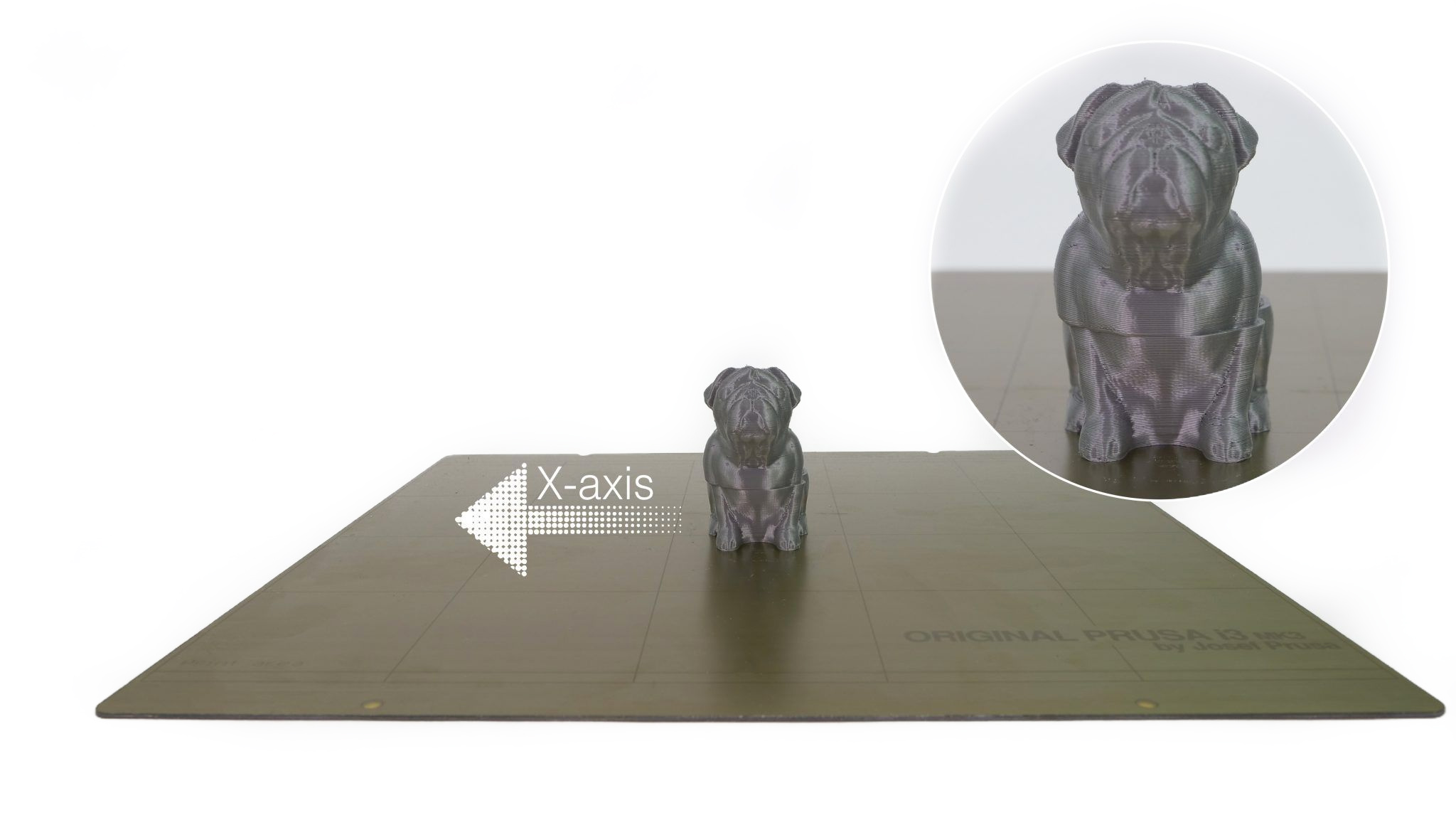
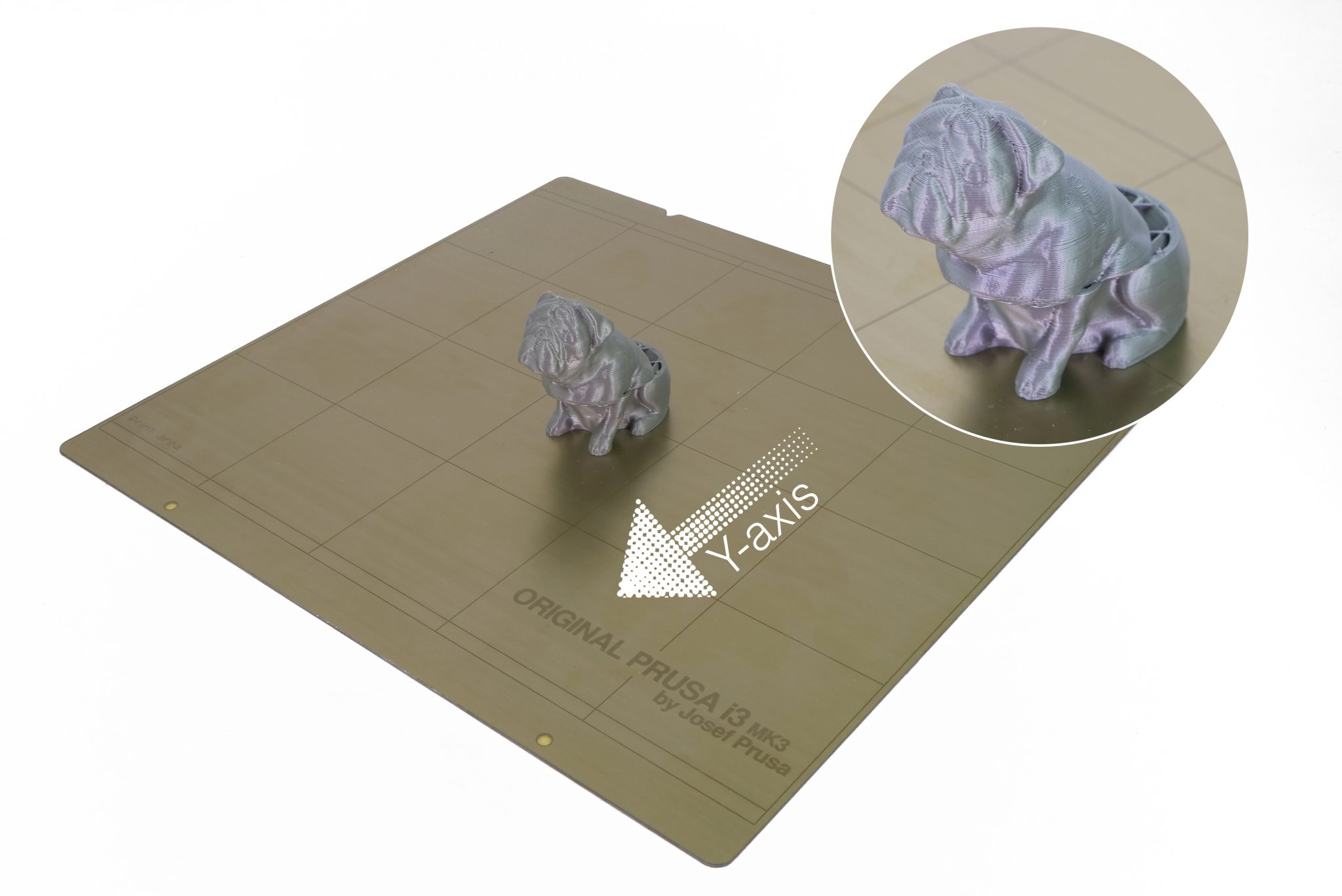
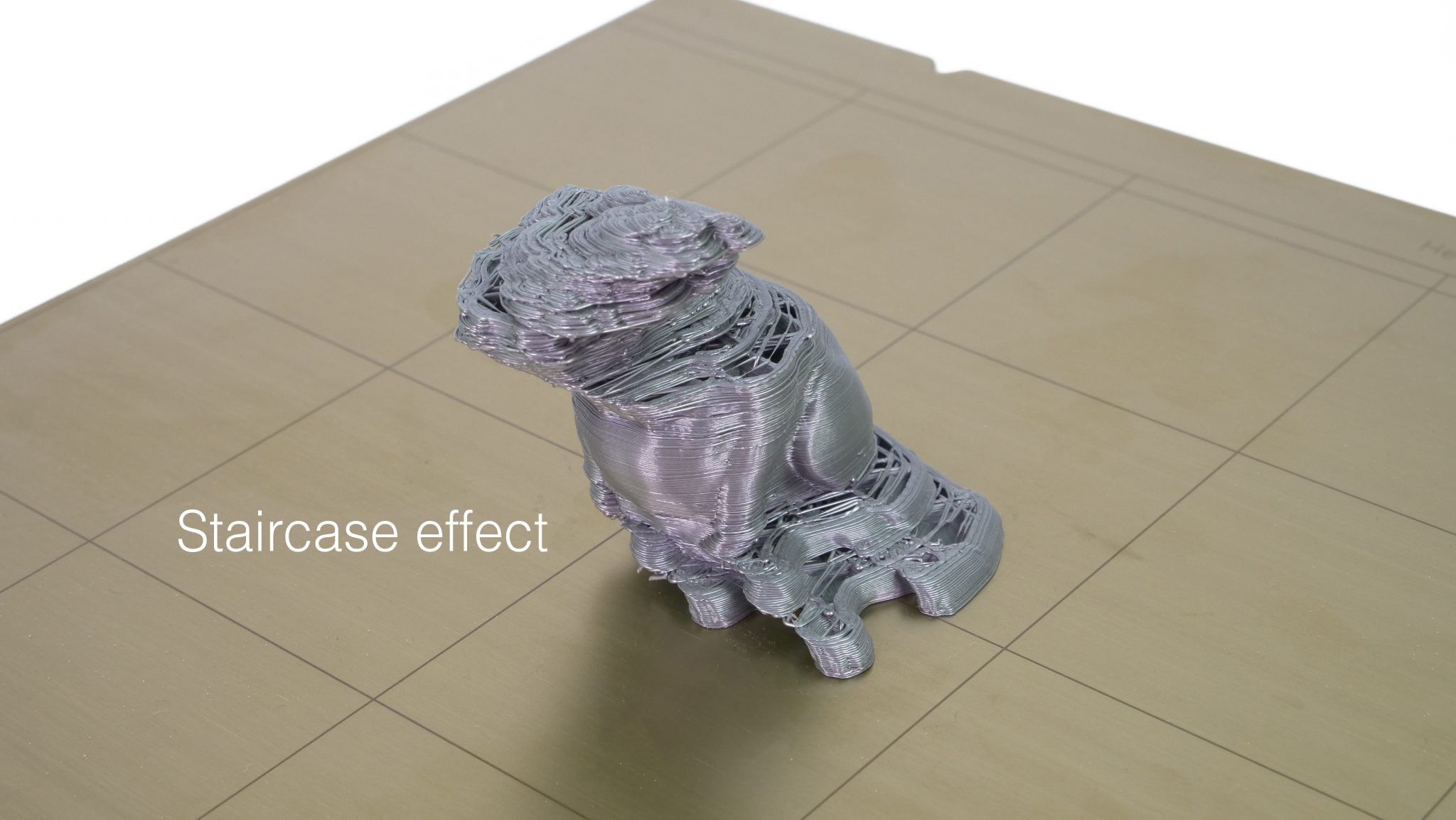
Le décalage de couche est un problème d'impression, qui fait que les couches de l'objet imprimé se décalent de leurs positions prévues. Il est généralement associé à un mouvement incorrect de l'axe X et/ou de l'axe Y, ce qui entraîne un désalignement de la tête de l'extrudeur au milieu de l'impression.
Pour résoudre correctement le problème, il est essentiel de savoir sur quel axe les couches ont été décalées. Voir les trois photos ci-dessous illustrant trois types différents de décalage de couche. Le dépannage est le même pour les deux axes.
Série Prusa i3
Vérifiez le mode d'alimentation de votre imprimante.
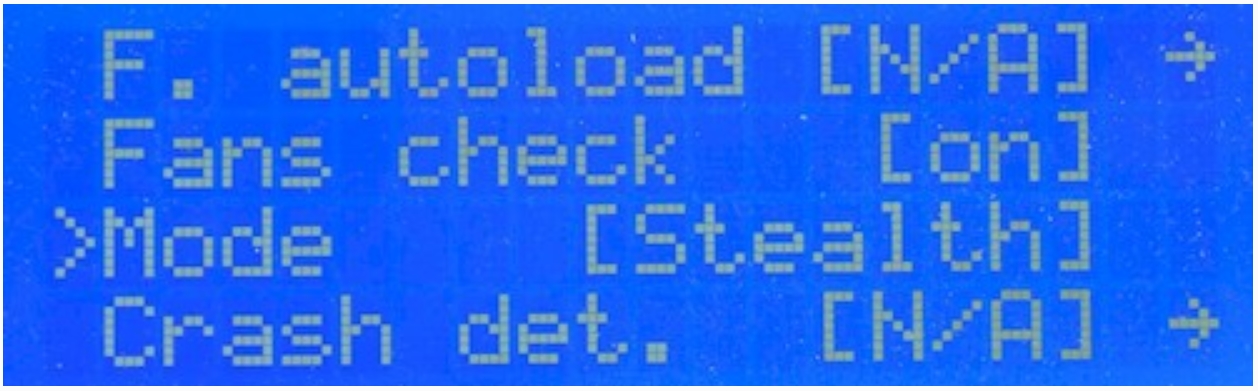
Utilisez l'imprimante en mode Normal plutôt que dans le mode Furtif. Vous pouvez changer le mode d'alimentation dans le menu LCD - Réglages - Mode. Le mode furtif est parfait pour les objets petits et simples. Pour des impressions plus grandes ou plus complexes, le mode Normal est recommandé. Notez également qu'en mode furtif, la fonction de détection de crash n'est pas disponible.
Assurez-vous que l'extrudeur et le plateau chauffant peuvent se déplacer librement
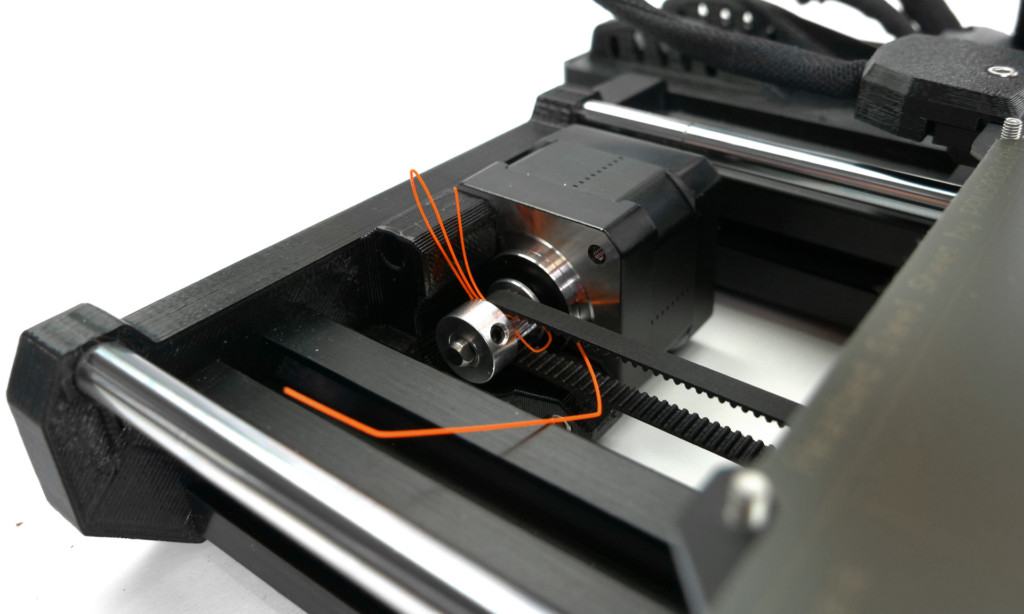
Assurez-vous qu'il y a pas d'obstacles sur le trajet de l'extrudeur ou du plateau chauffant et de leurs roulements. Par exemple, il peut y avoir un morceau de filament coincé autour de la courroie (généralement autour de la poulie de l'axe Y) provenant de vos impressions précédentes.
Un autre exemple d'obstruction est lorsque les colliers de serrage ou une autre partie du faisceau de câbles de l'extrudeur ne sont pas positionnés comme 5. Assemblage de l'axe E. Si les câbles heurtent le cadre avant le corps de l'extrudeur (s'il s'agit d'une MK3) ou avant la butée de l'axe X (s’il s’agit d’une MK2/S ou d’une MK2.5), l’imprimante détecte une position finale imprécise. Voir la photo ci-dessous et assurez-vous que les câbles sont positionnés en conséquence.
Vérifiez également si les tiges lisses ne comportent pas de rayures profondes et si les roulements sont correctement lubrifiés. Selon nos testeurs, le meilleur lubrifiant est une graisse douce homogène avec des additifs au lithium, telle que la GLEIT-µ HF 400. Un autre bon lubrifiant est la Mogul LV 2-EP. En général, la graisse Super-Lube ou toute autre graisse à usages multiples fera également l'affaire.
Vérifiez vos moteurs et poulies d'axe X/Y
Assurez-vous que les moteurs X et Y sont serrés dans le support moteur, que la poulie (flèches orange sur l'image ci-dessous) est fixée sur l'arbre du moteur et aligné avec la poulie à l'extrémité opposée, et que la poulie peut bouger librement. Les deux vis sans tête doivent être serrées, l'une d'elles doit être serrée contre la partie plate de l'arbre du moteur. Une poulie desserrée est généralement la principale cause des décalages de couche en escalier.
Les deux poulies sur les deux axes doivent également être alignée, ce qui signifie que la poulie du moteur doit être bien centrée et la courroie doit se déplacer en ligne droite, ne se déplaçant pas de droite à gauche pendant que la poulie tourne.
Vérifiez la tension de vos courroies
Vérifiez la tension de vos courroies. Si vous avez une imprimante 3D MK3 ou MK3S, vérifiez les valeurs d'état des courroies via le menu LCD -> Support -> Statut courroie. Les valeurs ne doivent pas être inférieures à 240 et supérieures à 300, mais il n'y a pas de valeur idéale unique. Le nombre ne représente aucune quantité.
- Si votre valeur est sous (ou près de) 240, vous devez détendre la courroie
- Si votre valeur est au-dessus de (ou proche de) 300, vous devez tendre la courroie
- Ces valeurs sont mises à jour chaque fois que vous exécutez le Selftest, ou que vous lancez un test de courroie dans le menu LCD -> Calibration -> Test courroie.
Les MK2.5S, MK2.5 et les modèles précédents ne disposent pas de l'option de statut de courroie. L'indice que nous pouvons vous donner est que la courroie doit ressembler à une corde de basse grave lorsqu'elle est pincée. Il devrait être possible de pincer les deux côtés avec votre pouce et votre index, mais vous devriez sentir un peu de résistance.
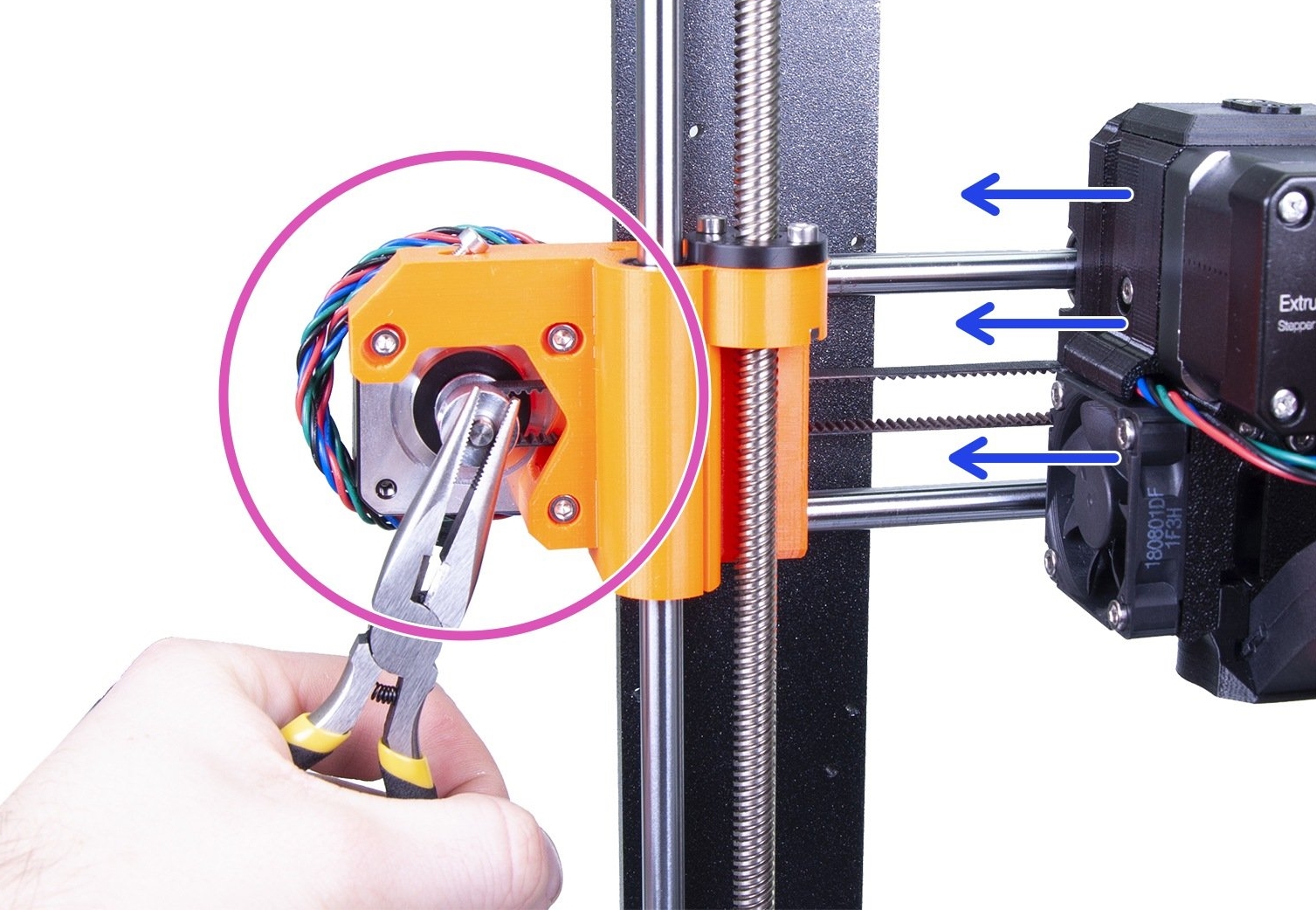
Utilisez la technique décrite dans cette étape du manuel de montage pour tester si la poulie est correctement serrée et si la courroie n'est pas trop lâche. Tenez l'arbre du moteur de l'axe X avec une pince (profitez de la partie plate de l'arbre) et essayez de déplacer l'axe X avec l'extrudeur. La même procédure peut être appliquée pour tester la poulie et la courroie de l'axe Y.
Géométrie de l'impression et réglages
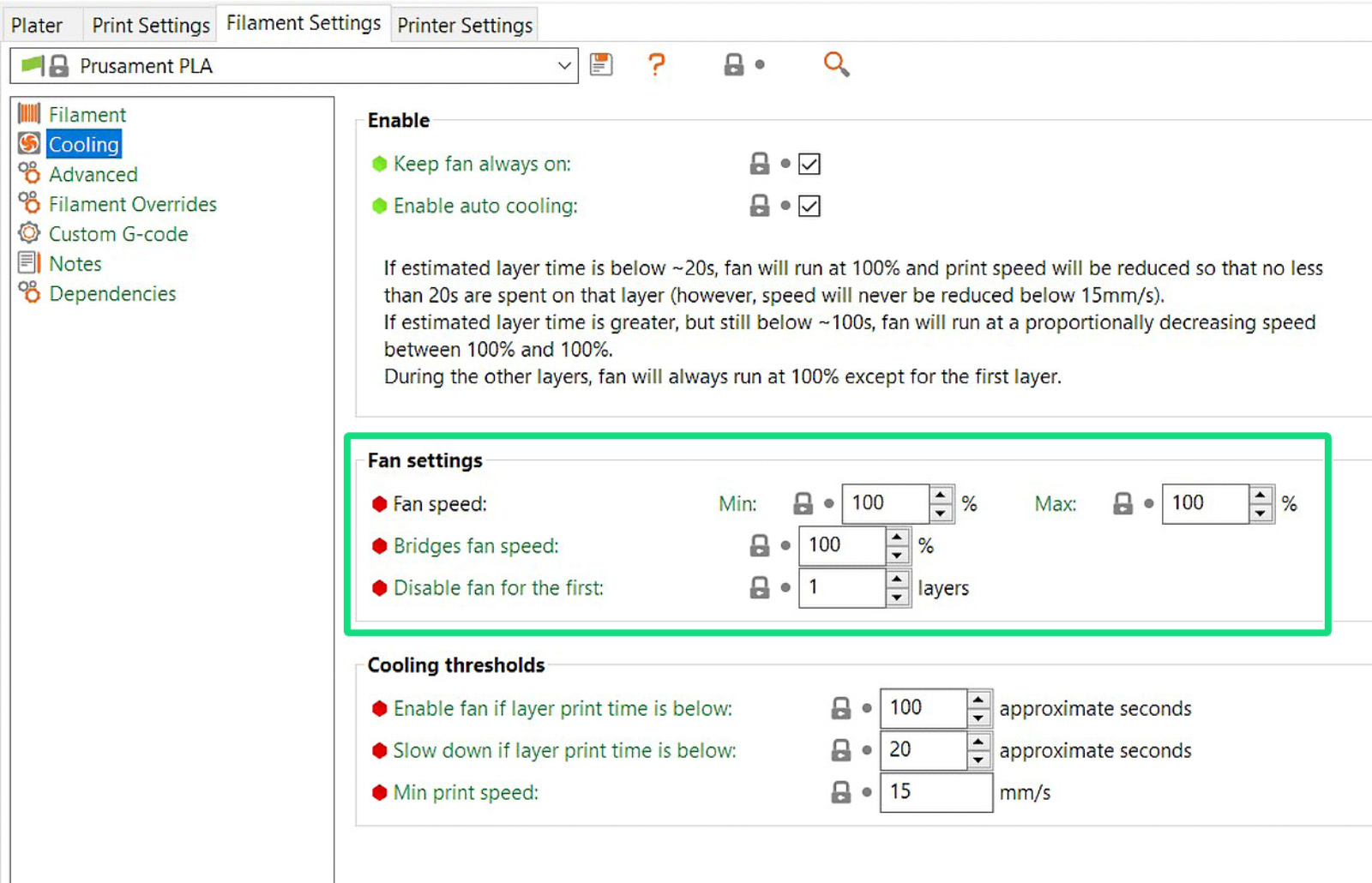
Les objets avec des surplombs sont généralement plus difficiles à imprimer. Certains surplombs peuvent même se déformer vers le haut lors de l'impression et la buse pourrait les percuter. La même chose peut arriver dans certains cas si vous choisissez un pourcentage de remplissage trop petit lorsque vous découpez le modèle. Pour éviter l'impression de surplombs, vous pouvez couper l'objet (consultez notre article sur la Outil de coupe). Vous pouvez également essayer d’augmenter la vitesse du ventilateur d’impression ou la distance de levage de l'axe Z dans PrusaSlicer. Vitesse du ventilateur d’impression dans Réglages du filament -> Refroidissement et levage de l'axe Z dans Réglages de l'Imprimante -> Extrudeur 1.
Prusa MINI
Vérifiez la vitesse de votre imprimante.
Lors de l'impression d'objets volumineux, il est recommandé de réduire la vitesse d'impression. Pendant l'impression, accédez au menu LCD - Régler - Vitesse et diminuez la valeur.
Vérifiez les courroies des axes X/Y.
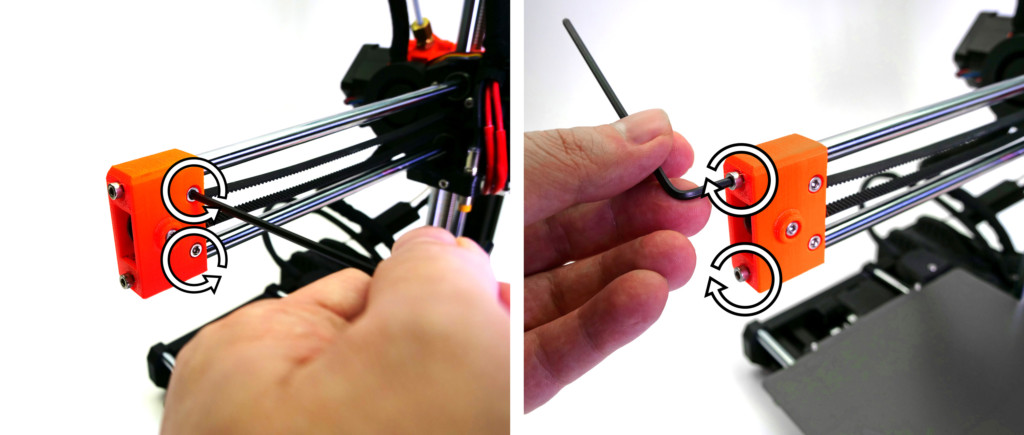
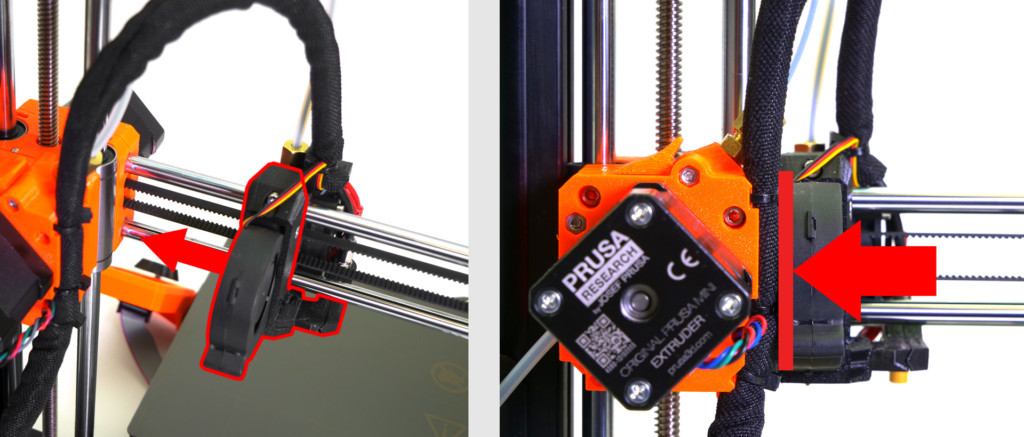
Assurez-vous que les courroies sont bien tendues. Les courroies doivent être suffisamment tendues pour ressembler à une note de basse grave lorsqu'elles sont pincées. Si les courroies sont lâches, tendez-le d'abord : commencez par desserrer les deux vis comme illustré ci-dessous. Ensuite, serrez les deux vis tout au bout de l'axe X. Elles vont directement contre les tiges métalliques, donc plus elles sont serrées, plus vous déplacez la pièce en plastique. Une fois que vous avez terminé, resserrez les deux premières vis pour fixer la pièce en place.
Vérifiez les poulies des axes X/Y.
Les deux poulies sur les deux axes doivent également être alignées, ce qui signifie que la poulie du moteur doit être bien centrée et que la courroie doit être parfaitement droite. Vérifiez si la courroie de l'axe X ne frotte pas contre les pièces imprimées.
Assurez-vous que rien ne bloque le mouvement de votre axe - Recherchez les obstructions éventuelles dans le chemin des roulements ou tout résidu éventuel d'impressions précédentes bloqué vers la courroie (généralement autour de la poulie de l'axe Y).
Poulie de courroie des axes X/Y desserrée
Si la vis de blocage sur la poulie de la courroie s'est desserrée ou si elle n'était pas fixée sur le côté plat de l'arbre du moteur, elle peut glisser et causer des problèmes avec l'axe ne se déplaçant pas parfaitement en tandem avec la rotation du moteur.
La vis de blocage de l'axe Y est facilement accessible, étant sous le plateau, mais l'axe X est un peu plus délicat. Vous pouvez accéder à la vis de blocage de l'axe X par un trou sur le dessus de l'extrudeur (image ci-dessous). Vous ne pourrez pas voir si la vis de blocage est alignée avec le côté plat de l'arbre du moteur et la resserrer ne sera qu'une solution temporaire, mais c'est un excellent moyen de savoir s'il s'agit problème et ce qui doit être démonté.
Si vous ne voyez que du métal brillant dans le trou, vous devez faire tourner le moteur pour révéler la vis de blocage. Même si elle est lâche, elle bougera un peu avec la rotation du moteur, révélant la vis. Accédez aux Réglages -> Déplacer l'axe -> Déplacer X, sur le menu LCD, et tournez le bouton pour faire tourner le moteur.
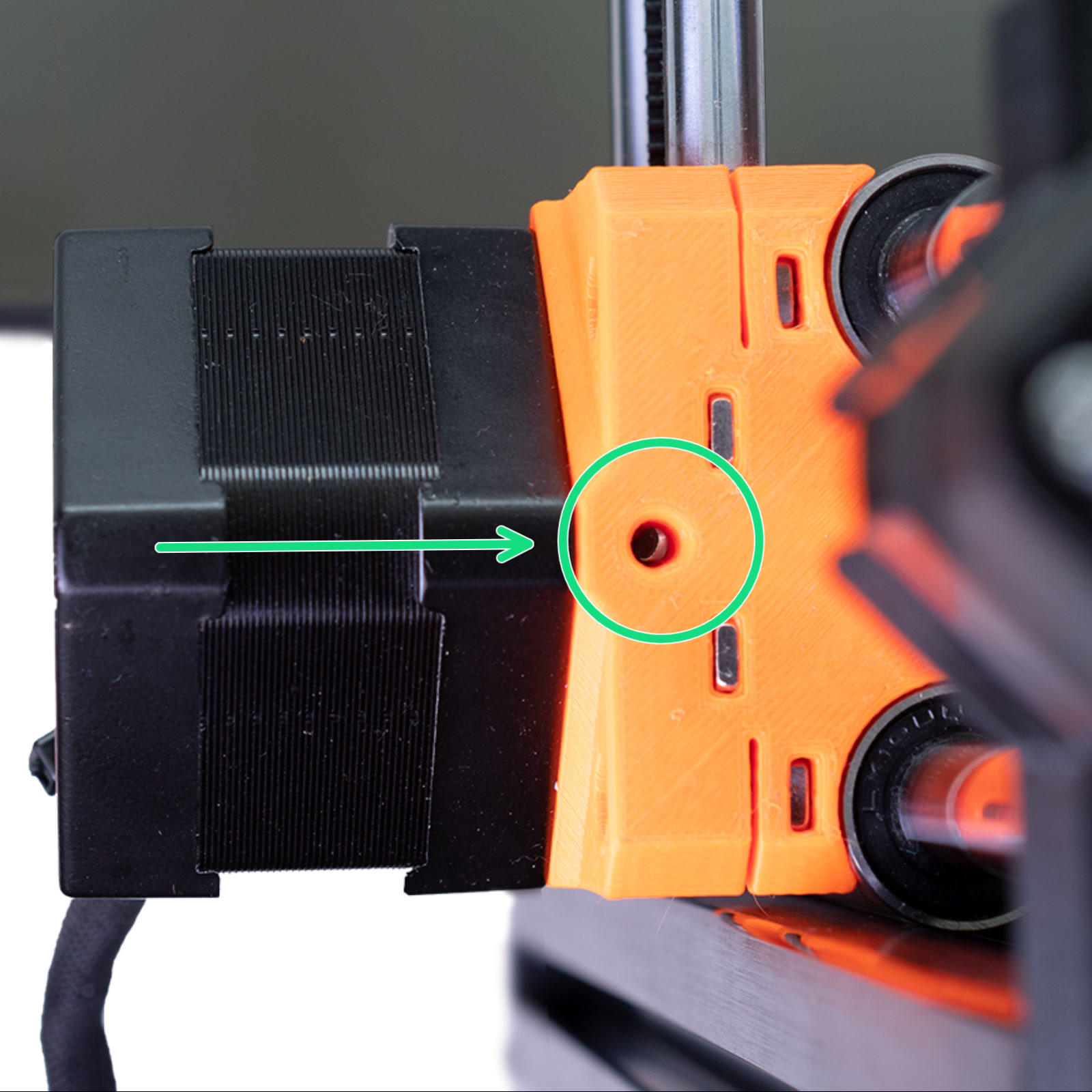 |
| Utilisez une clé Allen de 2 mm pour serrer la vis de blocage des poulies. |
Mouvement libre de l'axe
Assurez-vous que la tête d'impression (la partie se déplaçant le long de l'axe X) peut se déplacer librement sur toute la plage. En particulier, le faisceau de câbles attaché à l'extrudeur ne doit pas empêcher la tête d'impression d'atteindre l'extrémité de l'axe.
Vérifiez également si les tiges lisses ne sont pas rayées et si les roulements sont correctement lubrifiés. Selon nos testeurs, le meilleur lubrifiant est une graisse douce homogène avec des additifs au lithium, telle que la GLEIT-µ HF 400. Un autre bon lubrifiant est la Mogul LV 2-EP. En général, la graisse Super-Lube ou toute autre graisse à usages multiples fera également l'affaire.
Rien de tout cela a résolu le problème ?
Pas de soucis, au moins vous avez vérifié certaines des pièces les plus importantes de l'imprimante et vous pouvez être maintenant sûr qu'elles sont OK. Essayez d’imprimer l’un des G-codes qui se trouvaient sur la carte SD lors de votre première utilisation. Si vous les avez supprimés, essayez celui-ci si vous avez une MK3 ou celui-ci si vous avez une MK2.5 ou une MK2/S.
sur la MK3(S) : Vous pouvez également simplement essayer de désactiver la détection de crash (Menu LCD -> Réglages -> Detect. crash [on/off] ou, au cours de l’impression menu LCD -> Régler -> Détection de crash). Cela aide également généralement si vous ralentissez la vitesse d'impression (dans Slic3r ou pendant l'impression en tournant le bouton dans le sens contraire des aiguilles d'une montre).
Commentaires


Vous avez encore des questions ?
Si vous avez une question sur un sujet qui n'est pas traité ici, consultez nos ressources supplémentaires.
Et si cela ne suffit pas, vous pouvez envoyer une demande à [email protected] ou via le bouton ci-dessous.